OneCNCシリーズアップデート
これは、すべてのOneCNC更新の歴史である。
あなたは時々、バージョン番号のジャンプが存在し得るに気づくことがあります。
これは、我々は徹底的に実証済みの機能のアップデートをリリースする前のバージョンをテストし集中的かつ継続的な社内テストによるものです。
アップデートをダウンロードするには、私たちを参照OneCNCアップデートページを。
これは、すべてのOneCNC更新の歴史である。
あなたは時々、バージョン番号のジャンプが存在し得るに気づくことがあります。
これは、我々は徹底的に実証済みの機能のアップデートをリリースする前のバージョンをテストし集中的かつ継続的な社内テストによるものです。
アップデートをダウンロードするには、私たちを参照OneCNCアップデートページを。
アップデートOneCNCXR2 V7.62は、2006年6月18をリリースしました。
このアップデートは、 新機能やソフトウェアへのいくつかの調整と改良を持っています。
これは、すべてに適用されます。
OneCNCXR2フライスバージョン
OneCNCXR2旋盤バージョン。
このアップデートは、ユーザーのレポートおよび当社の継続的な内部品質管理試験に基づいている。
この機能は、新しく追加されました:
OneCNCXR2フライスバージョン
機械工具径補正を使用してプロファイル機能。
これはすぐに戻って、プロットのための完全な能力を有しており、正確に入口と出口の機械の動きをシミュレートします。これは、はるかに視覚的かつ正確な実機の動きが何であるかにマシンの重要な動きを行います。
OneCNCXR2旋盤バージョン
旋盤工具タレット位置制御(工具交換)
旋盤は、この制御のための新しいダイアログを持っています。
更新は、自動更新サーバから利用可能になりました。
押し出し機能はOneCNCXR2旋盤バージョンのモデルに追加されました。
旋盤スレッディングサイクルのピッチの出力ではなく、コンマのドイツ語版に小数を受け入れるように変更されました。
G71とG72サイクルは、より効率的なサイクルの移動のために作るために、サイクルの最初の行に俊敏な動きを持つように変更されました。
G71とG72サイクルはヨーヨーだけではなく、すべての行のサイクルの最初と最後の行に番号をする能力を持って変更された。能力はナンバリングが必要とされるすべての行が存在するにもまだある。
G76またはG92スレッディングサイクル「I」の値は常にODスレッドとIDスレッドの正の値に負の値になるように変更されました。
ターンフェイス機能は、一例として、ボスの背中の上に左手カッターを使用してG41工具径補正をサポートするように変更されました。
問題のダウンロードがあった場合、サーバがビジー状態である可能性があり、それをファイルまたはそのようなを見つけることができることを伝える可能性があるためだけで、後でやり直してください。
我々はまだユーザーが新しい機能があることを考えて、以前OneCNCのバージョンを更新するために、サーバー上でジャンプします。 OneCNCXR2に以前のすべてのバージョンが確定されており、新機能は受信しません。
最新の技術を取得し、これらの更新のみOneCNCXR2用ですので、あなたがOneCNCXR2についてのあなたの営業所に連絡する必要OneCNCXR2必要はありません。
更新7.57 2006年6月にリリース
しかしいくつかのものが新しい機能のために、いくつかの操作上の問題の世話をするために使用すると、他のリビジョンのkeasという意味で変更された7.51以上のこのバージョンには新しい機能はありません
ポケット最初のパスを調整した。
プロフィール単一のパスがアクティブになります。
他の多くの調整は、新しい機能に報告されたすべての問題をクリアするために行われました。
選択ツールは、機能にわずかな変化がありました。
新しいツールを選択すると、オフセットは常に工具番号と同じになります。
ユーザーが手動で編集してから、彼らはその操作のために保存されません場合は、彼らだけ変更されます。
新しいツールを選択した場合はオフセットは、再度ツールと同じになり、ユーザーが別のオフセットを必要とする場合に再編集する必要があります。
注意:
これは、あなたのオフセットを編集しないと、彼らは常にあなたの工具番号と同じになりますことを意味します。
更新7.51リリース2006年5月3日
更新7.51は新しい機能を持っている
このアップデートでは何ですか。
XR2フライスソフトウェアのこの新しいアップデートはOneCNCの歴史の中で最も大規模なミッドシリーズの更新です。 OneCNCXR2ユーザだけが、追加費用なしで、最新の技術を持つ機会を持っている。 CD-ROMが必要な場合は、このための充電だけでなく、ポストと処理のための追加コストがかかります。 CD-ROMが必要な場合は、営業所にお問い合わせください。
この更新は、自動更新チェックのためのすべてのライセンスユーザーに利用可能で、自動更新セクションから利用できるようになります。
我々は我々のユーザーに耳を傾け、可能な特徴は、新技術の継続的な導入に沿って私たち自身の継続的な進歩的な発展に伴い、要求された場合、追加しないことをここに証明している。
我々は、おそらくより多くの15,000以上の個々のユーザーとそこに今万個々のシステムを持っているし、もちろん我々は唯一つのソフトウェアを持っているので、すべてではない個々の要求が追加されます。もちろん、これは巨大な動作となり、いくつかの時間は、新機能や機能は、彼らが好きなものが、彼らが探していただけで何か多くの人に一部のユーザーのためのトレードオフです。
我々は、ソフトウェアが使いやすいという魅力を失うていない機能を追加するなどのことも重要です。それは添えものを追加し、実際に使いやすさを向上させつつ、それが使いにくいのは難しい多くの機能を実装できるようにすることは容易である。
私たちは、私たちを支援ベータテスターの忠実なバンドを持っているし、それは我々があなたに私達のOneCNCソフトウェアの完全性のような高いレベルを持って来ることができることを自分専用の支援を受けています。
本質的には何がこのアップデートには含まれています:
創造のスピードが速く、以前のバージョンよりも2〜10倍である大型のZレベルの荒削りで非常に顕著ツールパスを作成するための新しいターボ速度。これは、新たな機能としてリストされていないが、それは劇的な改善とパワーユーザーのための刺激的な1である。
内部境界に直面。
1。ポケット機能が荒削りと同じツールを使用して終了する新たな能力を持っています。
2。今ポケットは、仕上げ切削上の別々の入り口と出口を持っています。
3。ポケットの機能は、最後のカットを介して、底部の仕上げのための能力を持っています。
4。ポケット仕上げオーバライド独立した速度とフィードのための新しい能力
5。ポケットのフィード速度に依存しない、または荒削りの割合を終了します。
6。ポケットは、カスタムレベル荒削りレベルまたは完全な深さでの仕上げの3種類があります。
7。プロファイル機能は、荒加工と同じツールを使用して終了する能力を持っている
8。プロファイル機能は、複数の荒カットを持っています。
9。プロファイルには、独立した自動開始と終了を持っています。
10。プロファイルには、カスタマイズされた仕上げ送りと回転数のための能力を持っています。
11。プロファイル関数は、最後のカットを介して、底部の仕上げを有する
12。テーパープロファイル用の便利な仕上げのカスタム仕上げカットでプロファイル機能
13。きれいなサークル機能は荒と同じツールを使用して終了する能力を持っている
14。きれいなサークルは荒削りと仕上げの自動入り口出口を持っている
15。きれいな円形の機能は、最後のカットを介して、底部の仕上げを有する
16。きれいな円が先細りになりました追加した。
17。きれいな円と速度に依存しない、または荒削りの割合の仕上がりフィード
18。面取り機能はカットする新しい独立入り口出口が含まれています。
19。スクリーンビュー平面のための新しい作業平面
20。第1の位置にXYを持つように掘削用のポストに新たな能力
次のツールの準備を呼び出し、工具交換、工具あらかじめ電話を持っている21、新しい能力
22。 NCマネージャでグループを複製する工具長COMP新しい能力を呼び出す前に、XY位置を持っている工具交換のためのポストに新たな能力
23。 NC Managerで機能を複製するための新しい能力
24。特にOneCNCために作られた新しいドングルシリーズの準備で新しいドングルのセキュリティ
25。機械が一部に回転するように作業シフトを必要とする多軸のNCマネージャーの新しい勤務シフト能力の新たな作業シフト能力
26。固定された位置マシンの作業シフトの回転オフ切り替えを可能とする新たな作業シフト制御
27。ポストのX軸とY軸、リアルタイムに方向制御を処理するために、新たな多軸能力
28。多軸のリアルタイムのマシンの動きを正確にプレビューを制御する新たな能力
29。 DNCのリンクは、大容量のファイルのより良いスーツの取り扱いと保存するように変更されました
30。今DNCエディタで10の言語だけでなく、Unicodeサポートのための大規模な追加。
31。ポストG01は現在、仕上げカット用オーバライドスピンドル速度を可能にするために{S}を含むことができ、
32。ツールの選択は、安全ロジックモミリアルタイムの長さと直径のオフセットの選択およびカスタムこれらのレジスタを編集する機能が改善されているように改変されている。
33。機械操作の視覚的なリアルタイムプレビュー用·ハースHERMLE DMG MIKRONのような様々な主流のマシンのためのトラニオン支持。
34。ニュースレターのリンクがOneCNC今日]タブにあります。
35。これで、表面は固体を押出す固体の一部とすることができるにもかかわらず、押し出しサーフェスを選択することができます。
36。新機能は、作業シフトボール·インジケータの色を選択する> [ファイル]> [プロパティ]>色で追加されました。
他の多くの改良や調整を加えた、特にここに記載されていない。
作業平面
この新しい作業平面は、現在のビュープレーンが作成する平面が可能になります。
スクリーンビュー平面のための新しい作業平面を見た面積は機械ようにする多軸加工に平面を配置するための便利なのは、障害物からも明らかである。あなたは、作業平面に加工面を設定することができるからである。これは、境界又は範囲などの表面を作成することによって行うことができる

SMTツールパスの
SMTツールパスの今、私たちは、新しいターボ·テクノロジーが組み込まれているので、彼らは大規模なファイルの以前よりも2〜10倍の速さである程度に最適化されています。これはタイトに設定されている仕上げ公差を可能にするのZレベルの荒削りと仕上げに非常に顕著であり、まだ合理的な時間内に計算します。
これは、新たな機能としてリストされていないが、それは劇的な改善とパワーユーザーのための刺激的な1である。

多軸加工
多軸加工は現在、4番目と5番目の軸の両方の上の方向制御を有する能力を持っています。 5軸モードではメイン第4軸はXまたはY軸周りにすることができる。

トラニオン支持
すべての主流のマシン·ハースマイクロンHERMLE DMGは、過去数ヶ月内に設置されていることを数名にのサポートが利用可能になりました。
プログラムの完全性をチェックする完全なシミュレーションプレビュー用のトラニオンモデルはOneCNCニュースレターサービスからダウンロードできます行われている。
下記の我々は最近、シーメンスとハイデンハイン機械制御の両方がインストールされている彼らのDMU50マシンからDMGトラニオンを示しています。

ポケット機能
機能をポケットになりまし仕上げカットの開始と終了の自動入り口出口と荒と同じツールを使用して終了する能力を持っています。
最後のカットを介して、底部の仕上げのためのポケットの機能に新たな機能。
ポケット仕上げカットの独立した入口と出口のための新しい能力
に独立したポケットやスピードの仕上げ飼料または荒削りの割合をカスタマイズするための新しい機能。
ストックツールパスの最初のダイアログでは、変化がないと選択がちょうど同じである。

次のダイアログでも同様であるので、ここで学習する新しい設定はありません。

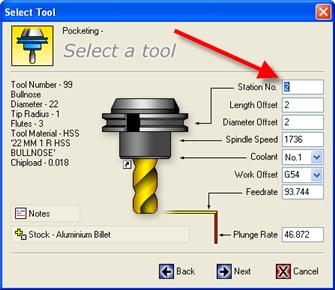
ツール選択ダイアログが機能変更を持っています。
駅番号は、オフセットの変更を可能にする新しい自動安全技術を持っています。
ツールの選択のための箱はありません。ステーション番号は、ツールの選択に工具ライブラリから来ているのどちらかだけのステーション番号を入力します。あなたは、工具番号を入力すると、長さオフセット及びオフセット直径が自動的に設定されるように、このように行われる。
ツールを選択し、設定の正しいメソッド
このダイアログが表示されたら最初に行うことは、他の設定の前にツールを選択している。
1。選択ツール
2。ステーション番号を選択します(長さと直径のオフサイトが変更されます)
オフセット長さと直径が正しいことを確認してください
3。 (既に設定されていない場合)材料を選択
4。 (既に設定されていない場合)、冷却剤を選択
5。 (既に設定されていない限り)ワークオフセットを選択します。
[次へ]をクリックします。
注意:
このツールとオフセットを設定した後、必要に応じてカスタムの番号ではなく、同じ番号にオフセットを変更することが可能になりましたし、彼らはセットされたままになります。
後でオフセットを編集すると、それらは設定のままになります。
設定されたクリアランスダイアログは以前と全く同じである。
最終的なZ
Geometryから素材トップをタグ付けすることによって定義されているので、これはポケットの選択されたジオメトリの境界からの絶対値または値の値である。
Geometryから材料トップ
あなたはポケットのZ値がZの絶対値であるか、またはZ値が選択されたポケットの境界の幾何学的形状と同様にすることができることを選択する能力を有する。
特別な警告注意:
我々はまた、Z軸クリアランス平面は常に加工されている部分にはクランプの高さやその他の障害物の高さより上に設定する必要があり、この点での応力ないように、作業上のツール·ラピッズでは、常に完全な安全のための間隙位置になります。

この次のダイアログでは、ポケットの荒加工と仕上げのための新技術を示しています。
ラフ設定
オーバー自動ステップ
上の所望のステップが確立されると自動的にステップオーバー設定されたままできます。これがある限り、それがポケットをきれいとしてご希望の量に設定することができますが、ポケットに入れて、上のステップは、通常、50%程度である。これは、シミュレーションを実行することによって確認することができ、それはパーセンテージを清掃されていない場合、ポケットを再選択することなく変更することができる。
距離でステップ
あなたは上のステップが正確な距離でちょうど国連タグ自動工程であっても、一度タグなしのグレー表示されません。距離ボックス上のステップに必要な値を挿入する場合。
フィニッシュに向けて出発
これは、次のダイアログで実行され、仕上げカットに向けて出発しようとしている量の値です。
ラフの深さ約特記事項:
ラフ深
これは、実際の切り込み深さの値であり、「これからは違い、平均深さ」のではなく、実際の切込み深さ量である。
ラストカット
これは実質的に底の仕上げカットになり、ポケットの底の最後のカットの値です。
壁テーパー
壁のテーパーは、ポケットの壁にテーパの実際の度です。

仕上がり設定
[完了]の機能を設定する場所です。これは、大まかなダイアログの設定に設定され仕上げに値を設定しているかどうか発生します。
[完了]の値を設定した場合はラフなダイアログの設定で、それは仕上げに適用されます。あなたがそこに設定された値を持っていない場合でも、それは基本的には春のカットなどの仕上げを行います。
仕上げはのように設定することができます。
ラフレベル
これは荒加工と同じツールを使用し、したがって、それはラフのレベルと呼ばれて荒に使用したのと同じレベルでの仕上げカットを実行します。
下部のみ
これを使用する場合には、ポケットの完全な深さで1カットで仕上げを行います。
カスタムレベル
この値は、あなたが必要とする仕上げの深さに設定することができます。ポケットは壁テーパを有する場合には、この罰金を設定し、小さな先端半径でボールミルを使用し、精密深度仕上げが通ることがあります。

この写真は、カスタムレベルを示している

工具補正:
ここ3の選択肢があります
自動
これはOneCNCが自動ツールライブラリから半径値を使用して、カッターを相殺する場所であると補償の推奨されるタイプです。
着用(クローサー)
この設定は、自動オフセット使用していて、厳しい精度を制御するためのあなたの機械制御でのツールの許容制御を持つことができるように、マシンのオフセットコードを適用します。
(離れて)着用
この設定は、自動オフセット使用していて、厳しい精度を制御するためのあなたの機械制御でのツールの許容制御を持つことができるように、マシンのオフセットコードを適用します。
近づいたり磨耗の利用に関する特別警告
この機能を使用する場合には、注意と注意して使用する必要があります。それは、ソフトウェアツールの設定から自動的にあるため、コントロール内の工具径のゼロ値を持っている必要があります。あなたは機械制御で使用する必要がなければならない唯一の値は、あなたが望むの許容サイズを保持することで調整する必要が許容量になります。

仕上がりを乗り越え
[完了速度を調整
あなたが調整の仕上げ速度をタグ付けした場合、それはあなたが荒削りのものと異なる供給と速度を使用できるようになります。
調整をタグ付けだけの調整能力がオンになります。これは、速度や飼料変動に電源が入らない。それは、フィードや速度のタグボックスをタグ付けすることによってオンになっています。
このタグを付けた場合のようにボックスが表示されます。あなたはどちらの飼料と速度の実際の値を入力することもできますし、それ本来の送りと回転数の割合にすることができます。
この機能を使用するには、次のことを実行する必要があります。
クリーンインストールで新しいユーザー
調整はすでにポストに行われているように、何もする必要はありません。
既存OneCNCユーザーの場合
既存のユーザーであり、既存のソフトウェアの上に、この更新プログラムをインストールしている場合は、投稿に行われるように、このアクションのためのポストを調整する必要があります。
スピンドル速度変動をアクティブにするためにあなたのポストの調整
ちょうどあなたが使用してポストを開き、次に示すように、G01フィードラインフォーマットに{S}を挿入します。

[完了プロファイルのカスタムフィードと速度を設定する場所です。

入り口出口条件
これは、入り口出口条件を設定した最後のダイアログです。入口と出口に別々の設定があります。あなたは、出入りの3スタイルを持つことができます。
ライン
あなただけの単一行エントリへの出入りがあるところです
line行
あなたは、出入りの方向と方法を制御することは困難エリアで使用するためのラインラインエントリまたは出口を有することができるところである。スタートラインの長さは、あなたがそれに適用され、スタートラインの角度を持っているエントリの最初の行の長さです。行中の鉛で二行目も出入りのこのライン部分の独自の角度制御を持っています。それは、あなたがこの、バックプロットを設定し、それを使用することに自信を持っようになるまで、結果を表示することをお勧めします。何の疑いだけで簡単に使用でき、ラインやライン、円弧をSE。
ラインアーク
そこラインがあり、それは円弧上に直接補償を使用することはできませんどのようなアーク前に、この最初の行で行われる場合、報酬アーク理由。

重複
これは仕上げの素敵なブレンドを確保するための追加設定です。これは難しいポケット付き注意して使用する必要があり、重複はそのポイントを過ぎて行くことができる限り近いコーナーや鋭角エッジに使用しないでください。このため、通常の長さは、工具径の5%が重なりを言うよりも大きくすべきではない。

これはNCManager
NC Managerは、広範囲に機能するようになりましたのグループと重複の重複を含むように変更されました
重複するグループ
グループを複製するには、単にマネージャでグループを強調表示し、マウスの右ボタンをクリックし、このメニューが表示されます。ここから重複するグループを選択し、グループ全体が複製されます。
この機能は、グループ内のすべての機能を複製し、グループ(名前)の重複と呼ばれる新しいグループとして作成されます。

複製操作
この関数は、特定の操作の複製を可能にする。
操作を複製するには、単に関数を強調表示し、マウスの右ボタンをクリックして、重複した操作を選択します。

作業シフト
NC Managerの新しい作業シフト能力

オフセットは新作が3軸の能力に関してですが、また、多軸の能力に適しています。
あなたが作業シフトを選択して、あなたの部分の上に置いていない場合、それは常に画面の十字線から行っているのと同様に動作します。あなたは離れて、XYゼロから位置を選択した場合にのみ動作しています。これはデフォルトであり、それはその時点でオフになってしまうため、ボールのように表示されていない場合にの十字線のXYゼロにそれを持って。
この機能を使用するには、単にX-Yのゼロがどこにあるか気にすることなくお使いのツールパスの通常の方法でを作る。あなたが投稿する際、右NCマネージャでグループをクリックして、作業シフトを選択し、それがマシンにXY座標ゼロの位置や作業になりたい部分の位置に作業シフトを配置。デフォルトでは、小さな黒いボールのように表示されます。この色は[プロパティ]> [色]に移動しますが、カスタマイズ>と選択した色に黒のデフォルトを変更したい場合は。
これは今、プログラミングや勤務シフトの仕事はパートに、XYゼロの座標に配置するために使用することができたときに、画面上の任意の場所に配置される部分が可能になります。
機械が一部に回転するように作業シフトを必要とする多軸の
固定された位置マシンの作業シフトの回転オフ切り替えを可能とする新たな作業シフト制御



きれいなサークル機能
自動入り口出口と荒と同じツールを使用して終了する能力を持って新しいクリーンサークル機能。

ツール選択ダイアログが機能変更を持っています。
駅番号は、オフセットの変更を可能にする新しい自動安全技術を持っています。
ツールの選択のための箱はありません。ステーション番号は、ツールの選択に工具ライブラリから来ているのどちらかだけのステーション番号を入力します。あなたは、工具番号を入力すると、長さオフセット及びオフセット直径が自動的に設定されるように、このように行われる。
ツールを選択し、設定の正しいメソッド
このダイアログが表示されたら最初に行うことは、他の設定の前にツールを選択している。
1。選択ツール
2。ステーション番号を選択します(長さと直径のオフサイトが変更されます)
オフセット長さと直径が正しいことを確認してください
3。 (既に設定されていない場合)材料を選択
4。 (既に設定されていない場合)、冷却剤を選択
5。 (既に設定されていない限り)ワークオフセットを選択します。
[次へ]をクリックします。
注意:
このツールとオフセットを設定した後、必要に応じてカスタムの番号ではなく、同じ番号にオフセットを変更することが可能になりましたし、彼らはセットされたままになります。
後でオフセットを編集すると、それらは設定のままになります。

設定されたクリアランスダイアログは以前と全く同じである。
最終的なZ
Geometryから素材トップをタグ付けすることによって定義されているので、これはポケットの選択されたジオメトリの境界からの絶対値または値の値である。
Geometryから材料トップ
あなたはポケットのZ値がZの絶対値であるか、またはZ値が選択されたポケットの境界の幾何学的形状と同様にすることができることを選択する能力を有する。
特別な警告注意:
我々はまた、Z軸クリアランス平面は常に加工されている部分にはクランプの高さやその他の障害物の高さより上に設定する必要があり、この点での応力ないように、作業上のツール·ラピッズでは、常に完全な安全のための間隙位置になります。

この次のダイアログでは、ポケットの荒加工と仕上げのための新技術を示しています。
ラフ設定
オーバー自動ステップ
上の所望のステップが確立されると自動的にステップオーバー設定されたままできます。これがある限り、それがポケットをきれいとしてご希望の量に設定することができますが、きれいな円形のためのステップオーバーは、通常50%程度である。これは、シミュレーションを実行することによって確認することができ、それはパーセンテージを清掃されていない場合、ポケットを再選択することなく変更することができる。
距離でステップ
あなたは上のステップが正確な距離でちょうど国連タグ自動工程であっても、一度タグなしのグレー表示されません。距離ボックス上のステップに必要な値を挿入する場合。
フィニッシュに向けて出発
これは、次のダイアログで実行され、仕上げカットに向けて出発しようとしている量の値です。
ラフ深
これは、実際の切り込み深さの値であり、平均はもうなく、むしろ、実際の切り込み深さ量ではありません。
ラストカット
これは実質的に底の仕上げカットになり、ポケットの底の最後のカットの値です。
壁テーパー
壁のテーパーは、ポケットの壁にテーパの実際の度です。

仕上がりを乗り越え
[完了速度を調整
あなたが調整の仕上げ速度をタグ付けした場合、それはあなたが荒削りのものと異なる供給と速度を使用できるようになります。
調整をタグ付けだけの調整能力がオンになります。これは、速度や飼料変動に電源が入らない。それは、フィードや速度のタグボックスをタグ付けすることによってオンになっています。
このタグを付けた場合のようにボックスが表示されます。あなたはどちらの飼料と速度の実際の値を入力することもできますし、それ本来の送りと回転数の割合にすることができます。
この機能を使用するには、次のことを実行する必要があります。
クリーンインストールで新しいユーザー
調整はすでにポストに行われているように、何もする必要はありません。
既存OneCNCユーザーの場合
既存のユーザーであり、既存のソフトウェアの上に、この更新プログラムをインストールしている場合は、投稿に行われるように、このアクションのためのポストを調整する必要があります。
スピンドル速度変動をアクティブにするためにあなたのポストの調整
ちょうどあなたが使用してポストを開き、G01フィードラインフォーマットに{S}を挿入します。

工具補正:
ここ4の選択肢があります
自動
これはOneCNCが自動ツールライブラリから半径値を使用して、カッターを相殺する場所であると補償の推奨されるタイプです。
マシン
この工具径補正は、仕上げパスを完全にカッターCOMPコントロールを可能にするためにマシンにコードを渡します。もちろん、これはこれを正しく処理するために、機械制御に設定された正しいレジスタを持っている必要があります。
あなたは、工具補正機能のいずれかを使用して可能であることを確認するために、工作機械のハンドブックを読んで細心の注意を取る必要があります。
あなたが工具径補正を使用していかなる疑いがある場合は自動設定を使用しています。この設定OneCNCは自動的にユーザーのために相殺する。
着用(クローサー)
この設定は、自動オフセット使用していて、厳しい精度を制御するためのあなたの機械制御でのツールの許容制御を持つことができるように、マシンのオフセットコードを適用します。
(離れて)着用
この設定は、自動オフセット使用していて、厳しい精度を制御するためのあなたの機械制御でのツールの許容制御を持つことができるように、マシンのオフセットコードを適用します。
近づいたり磨耗の利用に関する特別警告
この機能を使用する場合には、注意と注意して使用する必要があります。それは、ソフトウェアツールの設定から自動的にあるため、コントロール内の工具径のゼロ値を持っている必要があります。あなたは機械制御で使用する必要がなければならない唯一の値は、あなたが望むの許容サイズを保持することで調整する必要が許容量になります。
関数に直面
島々と直面する
対向関数は、対向する内部境界を有することができる。それが直面して境界を選択するだけでなく、任意の内部境界だけの問題である。これは、長い対向レベルより上に突起がないので好適である。回避すべきことの必要以上の突起があるかどうかは、Pocket機能を使用することをお勧めします。

プロフィールチェーン
プロファイルチェーン機能
自動入り口出口と荒と同じツールを使用して終了する能力を持って新しいプロフィール機能。
下にここに示されているように最初のダイアログでは、からプロファイル機能を選択する場所これは変更されていません。

ツール選択ダイアログが機能変更を持っています。
駅番号は、オフセットの変更を可能にする新しい自動安全技術を持っています。
ツールの選択のための箱はありません。ステーション番号は、ツールの選択に工具ライブラリから来ているのどちらかだけのステーション番号を入力します。あなたは、工具番号を入力すると、長さオフセット及びオフセット直径が自動的に設定されるように、このように行われる。
ツールを選択し、設定の正しいメソッド
このダイアログが表示されたら最初に行うことは、他の設定の前にツールを選択している。
1。選択ツール
2。ステーション番号を選択します(長さと直径のオフサイトが変更されます)
オフセット長さと直径が正しいことを確認してください
3。 (既に設定されていない場合)材料を選択
4。 (既に設定されていない場合)、冷却剤を選択
5。 (既に設定されていない限り)ワークオフセットを選択します。
[次へ]をクリックします。
注意:
このツールとオフセットを設定した後、必要に応じてカスタムの番号ではなく、同じ番号にオフセットを変更することが可能になりましたし、彼らはセットされたままになります。
後でオフセットを編集すると、それらは設定のままになります。

設定されたクリアランスダイアログは以前と全く同じである。
最終的なZ
Geometryから素材トップをタグ付けすることによって定義されているので、これはポケットの選択されたジオメトリの境界からの絶対値または値の値である。
Geometryから材料トップ
あなたはポケットのZ値がZの絶対値であるか、またはZ値が選択されたポケットの境界の幾何学的形状と同様にすることができることを選択する能力を有する。
特別な警告注意:
我々はまた、Z軸クリアランス平面は常に加工されている部分にはクランプの高さやその他の障害物の高さより上に設定する必要があり、この点での応力ないように、作業上のツール·ラピッズでは、常に完全な安全のための間隙位置になります。

この次のダイアログでは、ポケットの荒加工と仕上げのための新技術を示しています。
ラフ設定
オーバー自動ステップ
上の所望のステップが確立されると自動的にステップオーバー設定されたままできます。これはあなたの希望する量に設定することができますが、上のステップは、通常は50%程度である。これは、シミュレーションを実行することによって確認することができ、それはパーセンテージを清掃されていない場合、鎖を再選択することなく変更することができる。
距離でステップ
あなたは上のステップが正確な距離でちょうど国連タグ自動工程であっても、一度タグなしのグレー表示されません。距離ボックス上のステップに必要な値を挿入する場合。
フィニッシュに向けて出発
これは、次のダイアログで実行され、仕上げカットに向けて出発しようとしている量の値です。
金額を削除
これは、除去される材料の総量である。
あなたは100 mm角のブロックを持っていたし、あなたはそれが90mmの仕上がりサイズになりたい場合は正方形の削除量が5ミリメートルになります。
ラフ深
これは、実際の切り込み深さの値であり、平均はもうなく、むしろ、実際の切り込み深さ量ではありません。
ラストカット
これは実質的に底の仕上げカットになり、ポケットの底の最後のカットの値です。
壁テーパー
壁のテーパーは、ポケットの壁にテーパの実際の度です。

仕上がりを乗り越え
[完了速度を調整
あなたが調整の仕上げ速度をタグ付けした場合、それはあなたが荒削りのものと異なる供給と速度を使用できるようになります。
調整をタグ付けだけの調整能力がオンになります。これは、速度や飼料変動に電源が入らない。それは、フィードや速度のタグボックスをタグ付けすることによってオンになっています。
このタグを付けた場合のようにボックスが表示されます。あなたはどちらの飼料と速度の実際の値を入力することもできますし、それ本来の送りと回転数の割合にすることができます。
この機能を使用するには、次のことを実行する必要があります。
クリーンインストールで新しいユーザー
調整はすでにポストに行われているように、何もする必要はありません。
既存OneCNCユーザーの場合
既存のユーザーであり、既存のソフトウェアの上に、この更新プログラムをインストールしている場合は、投稿に行われるように、このアクションのためのポストを調整する必要があります。
取るためにはスピードの見出しを見て、調整をフィードします。この更新情報に更なる動作を説明する。
工具補正:
ここ4の選択肢があります
自動
これはOneCNCが自動ツールライブラリから半径値を使用して、カッターを相殺する場所であると補償の推奨されるタイプです。
マシン
この工具径補正は、仕上げパスを完全にカッターCOMPコントロールを可能にするためにマシンにコードを渡します。もちろん、これはこれを正しく処理するために、機械制御に設定された正しいレジスタを持っている必要があります。
あなたは、工具補正機能のいずれかを使用して可能であることを確認するために、工作機械のハンドブックを読んで細心の注意を取る必要があります。
あなたが工具径補正を使用していかなる疑いがある場合は自動設定を使用しています。この設定OneCNCは自動的にユーザーのために相殺する。
着用(クローサー)
この設定は、自動オフセット使用していて、厳しい精度を制御するためのあなたの機械制御でのツールの許容制御を持つことができるように、マシンのオフセットコードを適用します。
(離れて)着用
この設定は、自動オフセット使用していて、厳しい精度を制御するためのあなたの機械制御でのツールの許容制御を持つことができるように、マシンのオフセットコードを適用します。
近づいたり磨耗の利用に関する特別警告
この機能を使用する場合には、注意と注意して使用する必要があります。それは、ソフトウェアツールの設定から自動的にあるため、コントロール内の工具径のゼロ値を持っている必要があります。あなたは機械制御で使用する必要がなければならない唯一の値は、あなたが望むの許容サイズを保持することで調整する必要が許容量になります。
スピンドル速度変動をアクティブにするためにあなたのポストの調整
ちょうどあなたが使用してポストを開き、G01フィードラインフォーマットに{S}を挿入します。

入り口出口条件
これは、入り口出口条件を設定した最後のダイアログです。入口と出口に別々の設定があります。あなたは、出入りの3スタイルを持つことができます。
ライン
あなただけの単一行エントリへの出入りがあるところです
line行
あなたは、出入りの方向と方法を制御することは困難エリアで使用するためのラインラインエントリまたは出口を有することができるところである。スタートラインの長さは、あなたがそれに適用され、スタートラインの角度を持っているエントリの最初の行の長さです。行中の鉛で二行目も出入りのこのライン部分の独自の角度制御を持っています。それは、あなたがこの、バックプロットを設定し、それを使用することに自信を持っようになるまで、結果を表示することをお勧めします。何の疑いだけで簡単に使用でき、ラインやライン、円弧をSE。
ラインアーク
そこラインがあり、それは円弧上に直接補償を使用することはできませんどのようなアーク前に、この最初の行で行われる場合、報酬アーク理由。

最後のカットを介して、底部の仕上げのためのプロファイル関数に新たな能力
荒加工用の複数のカットを持つプロファイル機能に新たな能力
プロファイルと速度に依存しない、または荒削りの割合の仕上がりフィードをカスタマイズする新機能。
面取り機能
面取り関数はカットする新しい独立入り口出口が含まれています。
これは以前のすべてのバージョンに追加された機能であるため、保存されたファイルに存在し、ユーザーは、エンティティの値を変更する必要があるかもしれません。

ドリルサイクル
掘削サイクル
第1の位置にXYを持つように掘削のための新しいポスト能力が用意されました。いくつかのマシンの管理は一般ボッシュAnilamなどのような知能が低いのPCのものは、マシンが既にその時点に移動したにもかかわらず、サイクルにあるとXY位置を必要とする。
現在のユーザーは、我々はインストール時に終わっていない右のポストがそうであるように、この機能を追加するために自分の投稿を編集する必要があります。

工具交換
ポスト工具交換能力は現在、以下記載されている新機能を持つように変更されている。
工具番号を選択すると、変更されています。これは、ツールのそれに代替オフセット数値の自由を持って、今できることに変更されました。
最初のツールを選択する際にあなたがそこに数字を持っているか、数はちょうどあなたが工具番号を入力すると、あなたは、高さレジスタが表示され、直径レジスタ番号が自動的に同時に変化インチ入力することができれば工具番号は、工具ファイルから来ることができる。その後、必要に応じて独立してレジスタ番号を編集することができますし、彼らは、このプログラムのためにこれらの数字として保存されたままになります。
ツール呼び出し前
次のツールの準備を呼び出し、工具交換、工具あらかじめ電話を持っている新しい機能。これは、次のツールが求めていることが可能であり、むしろ、インデックスマガジンを待つことよりも迅速な工具交換のためのチェンジャー、それは準備ができているマシンを可能にします。

G43の前に工具交換XYポジション
ポストは現在、工具長補正のためのコールが適用される前に、XY位置を有するように工具交換のための能力を有する。新しいクリーンインストールすべての投稿にこの機能が追加されました。
あなたは、ポストの工具交換に行って、適切な場所に{X} {Y}を挿入する必要があり、この新しい機能を使用したいのであれば、既存のユーザーのために我々はポストをオーバライドしないでください。

DNCエディタ
DNCのリンクは、大容量のファイルのより良いスーツの取り扱いと保存するように変更されました

言語
DNCエディタで大幅に変更および追加を10の言語のためだけでなく、Unicodeのサポートになりました。
Unicodeは、NCプログラムでのメモなどで使用される日本語文字が可能になります。

OneCNCアップデート
OneCNCXP 5.23
7月 31 2003
OneCNCXP 5.27
9月 05 2003
OneCNCXP 5.29
9月 12 2003